GEMİ ELEKTRİĞİNDE YENİLİKCİ KURALLAR VE İNOVASYON ÇALIŞMALARI
13 Eylül 2025, Cumartesi 11:03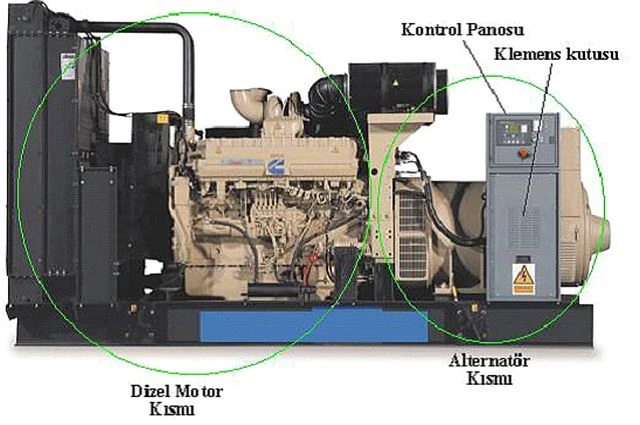
Değerli Meslektaşlarım, Elektrik, günlük hayatımızın gerekli bir parçasıdır. Aydınlatmadan elektrikli ekipmanların çalıştırılmasına kadar gemilerimizde vazgeçilmez bir enerji kaynağıdır. Birçok uygulamada yararlı olmakla birlikte, elektrikle çalışmak, yanlış kullanıldığında önemli tehlikelere veya zararlara neden olabilir. Elektrik kazaları herkesin başına gelebilir ve ciddi, hatta ölümcül yaralanmalara neden olabilir. Elektrik risk değerlendirmesi, risklerle ilişkili her bir tehlikenin, zarar olasılığı ve olası sonuçları açısından değerlendirilmesine yardımcı olur. Bu, şirketin öncelikleri belirlemesine ve kıt kaynaklarını en büyük etki için kullanmasına yardımcı olur.
(Kronikleşmiş Teknik Elektrik Arızaları incelenmeli) Gemiden İşletmeye,İşletmeden Gemiye iletilen ,Teknik Elektrik arızaların Çözümleri ve önleyici yaklaşımların üzerine gidilmelidir.Arızalar için Önleyici tedbirler dikkate alınmıyorsa gemisine bakmayan ile özveriyle işini layıkkıyla yapan armatörler arasında iki işletmeyi değerlendirilmeli STK ‘lar tarafından tavsiye niteliğinde söylenen kurallara uyan armatörler ödüllendirilip uymayan armatörler cezalandırılmalıdır,ayrıca Ayın Armatörü uygulamasına geçilip sosyal medyada iyi firma onur e edilmeli görevini yapmayan işini savsaklayan armatörlerde uyarılmalıdır .Yukarıda kapak fotoğrafında da görüldüğü üzere 2500 KVA’lık jeneratör ve kısımları Jeneratör bağlantısı yapılırken, jeneratör klemens çıkışı ile şebeke sayaç çıkışı transfer panosu adlı kontrol panosuna bağlanır. Transfer panosunda birbirleri ile elektriği kilitlemeli iki adet kontaktör bulunur. şebeke kesildiği anda şebeke kontaktörü devreden çıkar ve jeneratör devreye girer. jeneratörün devreye girmesi 10-25 sn arasıdır. Bu sürede sırası ile dizel motor çalışır, uyartım akımı geçmeye başlar, jeneratör enerji vermeye başlar, jeneratör enerjisi istenilen seviyeye ulaşır ve yük jeneratöre geçer.Ülkemizin, çağın teknolojisini yakalaması, hatta çağı geçmesi için doğru düşünen, düşündüğünü anlatabilen, yorum gücüne sahip ve gerektiğinde yorum gücünü teknik alanlarda kullanabilen insanlara ihtiyacı vardır. Önemli olan Einstain’nın zekâsına ya da bir rallicinin reflekslerine sahip olmak değildir. Önemli olan işimizi yerinde, vaktinde, doğru bir şekilde yapmak ve yaratıcılığımızı da kullanarak elimizden gelenin en iyisini ortaya koymaktır. Elektrik elektronik teknolojileri bölümünün temelini oluşturan bu , mesleki binanızın temelinin sağlam atılmasını sağlayacaktır. Unutmayalım ki, mesleğimizde zirveye çıkabilmek, teknolojik gelişmeleri yakından takip ederek kavrayabilmek ve hatta teknolojik icatlar yaparak ülkemizi dünya liderliğine götürebilmek için meslekî temelimizin çok sağlam olması gerekmektedir. Konular ilerledikçe elektriğin fizik, kimya, matematik ile bağlantılı olduğunu görecek ve bu alanlara da ilginizin arttığını hissedeceksiniz.Çevremizde sayısız örneğini gördüğümüz elektronik cihazların her yeni günle beraber insan ihtiyaçlarına daha hızlı ve daha kolay yanıt verecek modelleri tasarlanmaktadır. Tasarlanan her yeni model gerek boyutları gerekse de işlevleri bakımından bir önceki modellerine göre daha üstün özelliklere sahiptir. Bu cihazlarda kullanılan malzeme teknolojisinin sürekli gelişmesi, söylediğimiz yenilenmeyi hızlandırmaktadır. Endüstrinin ve otomasyon tekniklerinin gelişmesi ile malzeme şekillendirme ve montaj gibi işlemler, bilgisayarlarla ya da kontrol sistemleri ile kumanda edilen makineler yardımıyla yapılmaktadır. Ancak bir prototip (ilk ürün) yapılmak istendiğinde her zaman el ve güç aletlerine ihtiyaç duyulacak ve bu ekipmanlar hiçbir zaman yerlerini tamamen otomatik makinelere bırakmayacaktır. Bu nedenle el ve güç aletlerini tanımak ve güvenli kullanım tekniklerini bilmek, teknoloji ile uğraşan insanlar için her zaman bir zorunluluk olacaktır. Günümüzde denizcilik alanında kullanılan sistemleri, elektrik ve elektronik alanında kullanılan teknolojiler çok hızlı etkilemektedir. Elektrik ve elektronik alanındaki hızlı gelişim gemi adamlarının işlerini kolaylaştırmakla birlikte çalışan personelin bu alandaki bilgilerinin meydana gelen baş döndürücü gelişmeler herkesi etkilemektedir. İnsan yaşamının her aşamasında, bu alanın ürünleri artık birer ihtiyaç olarak kullanılmaktadır. Şimdi olduğu gibi gelecekte de bu alanda sürekli gelişmeler olacak ve hepimizi meşgul etmeye devam edecektir. Tüm teknolojiler ve yaşantımız için çok büyük bir öneme sahip olan gemi elektrik makineleri ve jeneratörleri ile hareketin elektrik enerjisine, elektrik enerjisinin harekete çevrilmesini tamamladığınızda, AC-DC üreten makineleri ve AC-DC ile çalışan elektrik makinelerini ihtiyaç olan yerde devreye bağlayabilecek ve bu makinelerin arızalarını onarabilmelisiniz. Gemilerde kullanılan panoları ve tankerlerde kullanılan elektrik sistemlerini tanıyabilmelisiniz. Elektrikli cihazlarda meydana gelen bir hatanın (olumsuzluğun) planlı bir şekilde bulunmasına arıza arama denir. Bilinmelidir ki bir arızayı gidermek kadar onun tespiti de önemlidir. Zira arızayı ufak iken tespit edip gidermekle sonradan meydana gelebilecek daha büyük arızaları önlemiş olursunuz. Doğru akım makinelerinde meydana gelen arızalar; çoğunlukla bakımsızlıktan, bilgisizce ve kötü şartlarda kullanmadan meydana gelir ve mekaniksel veya elektriksel arıza olarak kendini gösterir. Bu arızaları tespit etmek için de önceden bazı bilgilere sahip olmamız gerekir. Örneğin bir dinamoda meydana gelen arızayı tespit etmek için önceden dinamoda EMK'nin nasıl meydana geldiğini, dış devreye nasıl alındığını ve ne zaman az veya çok olacağını bilmeliyiz. Bu bilgilere sahip olunduktan sonra arıza tespiti kolaylaşır. Arızalar ve Onarımı Doğru akım makinelerinde meydana gelen arızaları dört grupta toplayabiliriz. Devre Kopukluğu Kopukluk; sarım sırasında dikkatsizlik, çekme, dışarıdan darbe veya bobin içinde meydana gelen kısa devre sonunda ortaya çıkabilir. Kopukluğu bulmak için kutupların ara bağlantılarının yalıtkanlığı kaldırılıp seri lamba ile her kutup bobini ayrı ayrı kontrol edilir. Seri lambanın yanmadığı bobinde kopukluk vardır. Kısa Devre Bobin iletkenlerinin birbirine değerek akımın kısa yoldan devresini tamamlamasıdır ve sargıların yalıtkan maddesinin ısı, rutubet veya dış tesirler nedeniyle yalıtkanlık özelliğini kaybetmesinden dolayı meydana gelir. Bobin uçlarının birbirine ve en az iki yerden gövdeye değmesi sonunda da kısa devre meydana gelebilir. Kısa devreyi bulmak için bobinlerin ara bağlantılarının yalıtkanı açılır ve makine normal çalışma geriliminin yarısı kadar gerilim uygulanır. Bir voltmetre ile her kutup bobinin uçları arasındaki gerilim ölçülür. Kısa devre olan bobinin uçlarında ölçülen gerilim, sağlam bobinlerde ölçülen gerilimden küçüktür. Kutup bobini uçlarına uygulanan gerilim doğru akım ise bir müddet sonra bobinlerin ısındığı, kısa devre olan bobinin az ısındığı veya hiç ısınmadığı görülür. Gövdeye Kaçak (şase) Kutup sargılarının yalıtkanlıklarının bozulması sonucunda iletkenlerin makinenin madenî gövdelerine dokunmasıdır. Aynı zamanda birden fazla gövdeye kaçak, kısa devreleri meydana getirir. Arızayı bulmak için kutupların sıra ile bağlantıları açılır ve seri lamba ile her bobinde ayrı ayrı gövdeye kaçak aranır. Endüvi Sargılarında Meydana Gelen Arızalar Devre Kopukluğu Kopukluk, bilhassa makine yüklendiği zaman kendini gösterir ve kopuk olan bobinin bağlı olduğu dilimlerde kararmalar olur. Arızalı bobin, endüvi kontrol aleti (growler cihazı) ile bulunur. Kısa devre durumunda arızalı bobin fazla ısınır ve bağlı olduğu dilimlerde kararmalar olur. Arızalı bobin growler cihazı ile bulunur. Gövdeye kaçak birden fazla noktada ise endüvi ısınır Yerinden sökülen endüvide kolektör ile gövde arasına seri lamba ile bakılarak arıza bulunur. Yataklar, zamanla veya bakımsızlıktan bozulabilir. Yatakların bozulması, makinenin çalışmasına engel olur. Yataklarda ısınma olursa veya yataklardaki endüvi mili aşınırsa, yatak hemen sökülüp kontrol edilmelidir. Diğer yandan kapakların gövdeye iyi tutturulmaması sonucunda , kutup pabuçlarına sürterek sıkışmalara ve ısınmaya, hatta kutup sargılarının kopmasına neden olabilir. Diğer yandan havalandırma iyi olmazsa fazla ısı nedeniyle çeşitli arızalar meydana gelebilir. Elektrik makinelerindeki arızalar; bilhassa yağ, toz ve pisliklerin bobinler ve kolektör dilimleri arasına girerek yalıtkanlığı bozması sonucunda meydana gelir. Makine sık sık temizlenmeli ve yalıtkanlık muayenesi yapılmalıdır. Yalıtkanlıkta azalma varsa makine fırınlanarak kurutulmalıdır. AĢağıda doğru akım makinelerinde meydana gelebilecek arızalar, maddeler hâlinde verilmiş ve bu arızaların sebepleri ayrıca açıklanmıştır. Bize düşen görev arıza sebeplerini ortadan kaldırmaktır. Günümüzde elektrik-elektronikteki ilerlemelere paralel olarak bu motorların kullanım alanı oldukça artmıştır. Büro aletleri, fotokopi makineleri, fan ve üfleyiciler, su-hava-kimyasal pompalar, tarayıcılar, elektrikli ev aletleri, yazıcılar ve teyp sürücüleri gibi geniş bir kullanım alanına sahiptir. Ayrıca iş makinelerinde, büyük havalandırma sistemlerinde, optik tarayıcılarda ve tıp aletlerinde de kullanılır.
.jpg)
Fırça ile toz alma
Fırçayla Toz Alma Yukarıda anlatılan temizleme işleminde basınçlı hava yerine fırça kullanılarak aynı temizleme işlemleri yapılabilir. Fırça ile yapılan temizleme de kuru ve yüzeysel yapılan temizliktir. Değişik kalınlık ve sertlikte fırçaların kullanılması temizliğin daha kolay ve iyi yapılmasını sağlar.
Arızalar ve çözümleri
Fırça arızaları şunlardır:
⦁ Hava aralıkları eşit değildir.
⦁ Ortam aşındırıcıdır.
⦁ Ortam kemirici (kimyasal etkiler)
⦁ Ortam, kimyasal maddelerle yüklüdür.
⦁ Ortam kurudur.
⦁ Ortam nemlidir.
⦁ Ortam yapışkandır.
⦁ Fırça taşıyıcı kol aralıkları eşit değildir.
⦁ Fırça taşıyıcı mekanizmada tutukluk var.
⦁ Fırçalar, küçük tepki açısı ile çalışıyor.
⦁ Fırçalar, yuvalarında hareket ediyor.
⦁ Fırçalar çok serttir.
⦁ Fırçalar çok ağırdır.
⦁ Fırçaların kesil alanı çok büyüktür.
⦁ Fırçalar çok yumuşaktır.
⦁ Fırça yuvası ile fırça arasındaki boşluk fazladır.
⦁ Fırça yuvası ile kolektör arasındaki boşluk fazladır.
⦁ Aşırı yükte komütasyon kutuplarında doyma var.
⦁ Komütasyon kutuplarının (yardımcı kutuplar) alan şiddeti uygun değildir.
⦁ Komütasyon hatalıdır.
⦁ Yüksek veya alçak kolektör dilimleri var.
⦁ Kolektör dilimlerinin kenarları tırtıklıdır.
⦁ Kolektör dilimleri arasında kısa devre vardır.
⦁ Kolektör eğrilmiştir.
⦁ Kolektör yüzeyinde düzleşme (yassılma) vardır.
⦁ Fırçaların değme dirençleri çok yüksektir.
⦁ Fırçaların değme dirençleri çok düşüktür.
⦁ Fırçaların ve kolektörün değme yüzleri çok parlaktır.
⦁ Fırçalar arasında akım dağılımı eşit değildir.
⦁ Fırça taşıyıcı kolları arasında akım dağılımı eşit değildir.
⦁ Fırça kamçıları ve bağlantılar uygun değil veya arızalıdır.
⦁ Fırça kamçıları çok gevşektir.
⦁ Fırça kamçıları çok uzundur.
⦁ Fırça kamçıları çok kısadır.
⦁ Fırça kamçıları çok serttir.
⦁ Makinenin temeli (kaidesi) gevşektir.
⦁ Kolektör dilimi başına düşen gerilim fazladır.
⦁ Yük, şiddetle azalıp çoğalıyor.
⦁ Makine dururken fırçaların altında kimyasal etkiler.
⦁ Makinenin balansı bozuktur.
⦁ Makine, aşırı yükte çalışıyor.
⦁ Makine, daima aynı durumda durduruluyor.
⦁ Makine, uzun müddet yüksüz veya az yükle çalışıyor.
⦁ Mika izoleler yerlerinden fırlamıştır.
⦁ Yağ yayılması veya sis şeklinde yağ var.
⦁ Paralel çalıştırma eşit değildir. (yük bakımından)
⦁ Fırçaların cinsi uygun değildir.
⦁ şebeke akımı, dalgalı veya harmoniklidir.
⦁ Yay basınçları uygun değildir.
⦁ Fırçaların eksensel dizilişi uygun değildir.
⦁ Fırçaların çevresel dizilişi uygun değildir.
⦁ Yol verme akımı çok fazladır.
⦁ Fırça bağlantı pabuçları uygun değildir.
⦁ Fırça kalınlıkları uygun değildir.
⦁ Havalandırma uygun değildir.
⦁ Transmisyon hataları dolayısıyla titreşim var.
⦁ Makinenin çalkalanması (özellikle dik motorlarda)
⦁ Sargı veya bağlantılar hatalıdır.
⦁ Yataklar aşınmıştır.
⦁ Fırça yuvaları donanımı aşınmıştır.
Kolektör ve Fırçaların Değiştirilmesi Değiştirme Esnasında Dikkat Edilecek Hususlar
Fırçaların Değiştirilmesi
Fırçalarda çeşitli arızalar meydana gelebilir. En çok meydana gelen arızalar şunlardır:
Fırça kömürleri kırılabilir, kısalabilir.
Kısalma sonucu yay basıncı azalır.
Fırça yatağı ile gövde arasında kısa devre olabilir.
Fırça yatağındaki sıkıştırma vidası gevşeyerek fırçaların konumlarının değişmesine neden olabilir.
Arızalanan fırçalar (kömürler) aynı özellikte yenileri ile değiştirilmeli, yay basıncı da yeniden ayarlanmalıdır.
Fırçalar Değiştirilirken Yapılacak işlemler
⦁ Fırçalar değiştirilirken yapılacak işlemler şunlardır:
⦁ Kolektör veya bileziklerde ovallik, makinenin yataklarında boşluk ve milde salgı bulunmamasını sağlayınız. Yüzey rektifiye etmek gerekiyorsa bunu uygun bir cihaz ile yapınız. Mümkünse makineyi bulunduğu yerde ve kendi yataklarında nominal hız ve sıcaklığında döndürmek en iyi sonucu verir.
⦁ Kolektör lamelleri arasındaki mikaları frezeleyiniz veya kazıyınız. Lamellerin kenarlarını pahlayınız.
⦁ Kolektör veya bilezik yüzlerini sıfır zımpara ile parlatınız. Parlattıktan sonra lamel aralarını, fırça ve yuvalarını basınçlı hava tutup fırçalayarak temizleyiniz.
⦁ Fırça yuvalarını taşıyan çubukların makine eksenine ve dolayısıyla lamellere paralel olmasına dikkat ediniz.
⦁ Her fırça tutucusu aşağıda anlatıldığı gibi ayarlanmalıdır.
⦁ Bir dinamometre ile bütün fırça basınçlarının aralarında eşit ve makine imalatçısının verdiği değerde olması sağlanır. Böyle bir değer verilmemişse tablodaki basınçlar kullanılabilir.
Bu değerler, özel hâllerdeki fırça çalışma şartlarına bağlı olarak değişebilir. Bu şartlar şunlardır:
⦁ Fırçaların serbestçe çalışabilmesi için yuvanın iç yüzleri düzgün ve ölçüleri tam olmalıdır.
⦁ Bastırma tertibinin mafsalları varsa çalışmaları serbest olmalıdır, değilse yağlayıp silinmelidir.
⦁ Fırça yuvaları alt yüzlerinin kolektörden uzaklığı, küçük makinelerde 1 mm diğerlerinde en çok 2-3 mm olmalıdır. Bu uzaklığı ayarlamak için kolektörle yuva arasına uygun kalınlıkta bir mukavva parçası konur. Yuva bağlantısı gevşetilir ve yuva mukavvaya dayanıncaya kadar kolektöre yapıştırılıp bu durumda sıkılır.
⦁ Yuvalar o şekilde dizilmelidir ki aynı iz üzerinde çalışan fırçalar eşit sayıda olmalıdır. Bu şekilde düzenlenmiş fırça grupları, makine ekseni yönünde kaydırılarak fırça izleri, kolektör yüzüne bölüştürülmelidir. Böylelikle kolektörün oluk şeklinde aşınmasına engel olunur.
⦁ Bir üst maddedeki hususu yerine getirmek için bir fırça hattını taşıyan çubuk üzerindeki fırça yuvalarını gevşetiniz. Bir lamelin kenarına bakmak suretiyle fırçaları hizaya getiriniz ve yuvaları yeniden sıkıştırınız.
⦁ Lamel sayısını kutup sayısına bölerek fırça sıralarının arasındaki uzaklıkları bulunuz. Sıraların aralıklarını buna göre düzenleyiniz. Sıraların, makinenin sabit (endüktör) kısmına göre hep birlikte çevre boyunca kaydırılmasıyla en uygun yerlerinin ayrıca bulunması gerekir. Makinenin genellikle çalıştığı rejime uygun gelen durum bulunursa makine en randımanlı ve kıvılcımsız çalışır, kolektör ve fırçaların aşınması azalır.
Makineye yol verilmesi
⦁ Makineye yol vermeden önce fırçaların yuvalarda iyi kaydığını kontrol ediniz.
⦁ Makineye az yükle yol veriniz. Patın denilen renkli iz tabakası teşekkül ettikçe yükü artırınız.
⦁ Patın teşekkülü, çalışmanın normal olduğunu gösterir. Bu sırada fırçaların kaymasını sürekli olarak kontrol ediniz. Patın rengi, duruma göre bakır renginden siyaha kadar değişebilir. Önemli olan patının meydana gelmiş olmasıdır. Bu iş biraz uzun sürer. Makine iyi ayarlanmışsa 50-100 saatte 1/4 yükten tam yüke alınır.
.jpg)
Gövde ve manyetik alan kutup sargıları
Yağ ve Pas Çıkarma Yöntemleri Elektrik motorlarında arızaların birçoğu yağ, kir, pas gibi pisliklerden ve rutubetten meydana gelir. Motor dış yüzeyi, pervane, muhafaza kapağı, mil çevresi gibi yerlerde biriken bu pisliklerin motor üzerindeki ısının havaya iletilmesine engel oldukları için temizlenmeleri gerekir. Motor içi ve dışında oluşan pislik ve yağ zerrecikleri, motor ısısı ile birlikte buharlaşarak iyi bir iletken hâline gelir. Bu da sargıların kendi aralarında veya gövde arasında akım dolaşmasına neden olur. Yukarıda anlatılan nedenlerden dolayı yağ, pas gibi kirlenmeler, değişik yöntemlerle temizlenir. Bilinen ve en çok kullanılan yöntem, petrol ürünleri olan benzin, mazot, gaz yağı ile yapılan temizlemedir. Günümüzde bilinen yöntemlerin dışında, kimyasal olarak üretilen endüstriyel temizleme ürünleri ile daha verimli temizleme işlemleri yapılmaktadır. Yapılan temizleme işlemlerinde, motorun mekanik parçalarına ve sargılarına zarar verilmemelidir. Kullanılacak olan temizleme malzemeleri seçilirken bu önemli husus asla unutulmamalıdır. Aksi hâlde kâr edilmesi düĢünülürken zarar edilmiş olur.
Temizlik Yapılırken Gerekli iş Güvenliği Elektrik motorlarının temizliği yapılırken iş güvenliği ve çalışma kurallarıyla temizlik maddelerinin kullanma talimatlarına uyma konusunda titizlik gösterilmelidir. Bu konuda bazı önemli kurallar bilinmelidir.
⦁ Temizlik maddelerinin kullanımıyla ilgili kurallar şunlardır:
⦁ Temizlik yapılan yer, yangına karşı güvenli olmalıdır.
⦁ Temizlik araç gereç ve donanımları eksiksiz olmalıdır.
⦁ Uygun bir iş önlüğü giyilmelidir.
⦁ Eldiven ve göz koruyucu kullanarak cildimizde ve gözümüzde oluşabilecek ciddi sağlık problemlerine karşı tedbir alınmalıdır.
⦁ Petrol ürünleriyle yapılan temizliklerde yanma, parlama ve patlamaya karşı çok dikkatli olunmalı, tedbirli davranılmalıdır.
⦁ Temizlik, iyi havalandırması olan yerde yapılmalıdır.
⦁ Bütün tedbirlere rağmen kimyasal temizlik maddelerinin göze kaçması durumunda göz, bol suyla yıkanmalı ve mutlaka doktora danışılmalıdır.
⦁ Temizlik esnasında herhangi bir şey yenmemeli ve içilmemelidir.
⦁ Temizlik yapılan yerin günlük ve haftalık temizliği yapılmalıdır
Kimyasal Temizlik Maddeleri
Elektrik motorlarının kimyasal temizliğinde değiĢik özellikleri olan “endüstriyel temizlik kimyasalları” kullanılır. Piyasada değişik marka ve özelliklerde birçok endüstriyel temizlik kimyasalları bulunmaktadır. Yapılacak olan temizliğin amaç ve özelliğine uygun
temizlik maddesiyle motorların temizliği yapılmalıdır. Seçilen kimyasal temizlik maddesinin motorun mekanik parçalarına zarar vermeyecek türden olmasına dikkat edilmelidir. Ayrıca temizliğin kullanma talimatına göre yapılmasına mutlaka dikkat edilmelidir.
⦁ Kimyasal temizlik maddelerinin seçiminde aranılan bazı özellikler şunlardır:
⦁ Yalıtkan olmasına
⦁ Tortu bırakmamasına
⦁ Yanıcı olmamasına
⦁ Alevde parlama noktasının yüksek olmasına
⦁ Metaller üzerinde aĢınma yapmamasına
⦁ Su ile yıkanabilmesi gibi özelliklerinin olmamasına
⦁ Gres yağını, karbon tozlarını iyice temizleme özelliğinin bulunmasına dikkat edilmelidir.
Kimyasal ürünlerin çevre sağlığına zarar vermesi söz konusudur. Bu nedenle kullanımlarda çevre ve insan sağlığına dikkat edilmeli ve kullanma talimatlarına uygun davranılmalıdır.
Elektrik elektronik ekipmanı yağ sökücü ve temizleyicileri: Gresi, yağı ve kirleri çok çabuk sökerek buharlaştırır ve ortamdan kaybolur. Yalıtkan olup aşındırıcı değildir. Her türlü motorun elektriksel ve elektroniksel parçalarda, elektronik sistemlerde, bilgisayarlarda, daktilolarda, ofis donanımlarında kullanılır. Aşındırıcı olmadığı için temizlediği hiçbir parçaya zarar vermez. Bununla birlikte plastik, naylon, kauçuk, selüloz, epoksi gibi maddelere de zarar vermez. Ayrıca bütün metallerdeki boya ve astarlara da zarar vermez. Kullanıldıktan kısa bir süre sonra uçarak havaya karıĢır. istenirse hemen devre çalıştırılır. Daldırma, fırça, bez veya püskürtme yöntemleriyle kolayca uygulanabilir.
⦁ Endüstriyel yağ çözücü: Elektrikli motorların, metal parçaların, elektrikli mekanik donanımın temizliğinde, matbaa sanayinde kullanılan solvent içerikli bir üründür. Yağ, gres, asfalt, mum, mürekkebi de temizleme özellikleri vardır.
⦁ Metal yüzey hazırlayıcı: Alüminyum, bronz, demir, bakır, kurĢun, çelik ve pirinç gibi metal yüzeylerin üzerindeki yağ, oksit ve pası kısa sürede temizler. Metal yüzeylerini mikroskobik ölçüde aĢındırarak boyaya veya koruyucu bir yağa hazırlar. Daldırma, püskürtme ve silme yöntemiyle uygulanır.
Kimyasal maddeleri kullanırken şu hususlara dikkat edilmelidir:
⦁ Kullanılacak olan kimyasal maddenin üzerinde ne şekilde kullanılacağını anlatan yazılı talimatnamesi iyice okunmalı, buna uygun kullanılmalıdır.
⦁ Cilt ve gözlere temasından kaçınılmalıdır. Bunun için koruyucu giysi, eldiven ve koruyucu gözlük kullanılmalıdır.
⦁ Her türlü önlemlere rağmen göz ve cilt temasında bol suyla iyice yıkanmalı, gerekiyorsa doktora gidilmelidir.
⦁ Kullanım esnasında yemek yenmemeli, su ve sigara gibi şeyler içilmemelidir.
⦁ Herhangi bir yutma durumunda derhal doktora başvurulmalıdır.
⦁ Püskürtme şeklindeki uygulamalarda püskürme buharı solunmamalıdır.
⦁ Elektrikli motorların veya elektronik devrelerin temizliği yapılırken çalışır durumdaki elektrikli motor ve elektronik devrelerin temizliği yapılmamalıdır.
⦁ Yanma ve parlama özellikleri dikkate alınarak kullanma sırasında gerekli tedbirler alınmalıdır.
⦁ Diğer kimyasal maddelerle karıĢtırılması tehlikelere neden olabileceğinden kullanma talimatına uyulmalıdır.
⦁ Kimyasal ürünler, ambalajlama ve saklanma koşullarına uygun depolanmalıdır.
⦁ Çocuklardan uzak tutulmalı, bu konuda her türlü tedbir alınmalıdır.
⦁ Kullanılan ortamda çok iyi bir havalandırma olmalıdır.
.jpg)
şaft alternatörü
Gemiler için risk değerlendirmesi sürekli, esnek olmalı problemleri önlemek için düzenli olarak gözden geçirilmelidir . 'Risk' hiçbir zaman sabit veya somut bir varlık olmadığı için, algı ve öngörünün doğasının (tehlike düzeyinin) üstlenilen riskten farklılığı, deneyim, eğitim ile çözülür. Sorunlara yönelik insan davranışı, genel farkındalık ve konulara dahil olanların sürekli tetikte olması, şirketlerin gemi operasyonlarındaki risk değerlendirmesinde karar verme sürecinde hayati bir rol oynar.
Gemi elektrik sistemlerinde çalışma yapılırken Güvenlik önlemlerinin alınması meydana gelebilecek daha büyük tehlikellerin de önününe geçilmiş olunur. Doğru akım makinelerinde meydana gelen arızalar; çoğunlukla bakımsızlıktan, bilgisizce ve kötü şartlarda kullanmadan meydana gelir ve mekaniksel veya elektriksel arıza olarak kendini gösterir. Bakım sisteminin oluşumunun ilk aşamasında, bakım sistemi tarafından arızaların önlenmesine izin verilen olasılık değerleri, her bir arıza türü için orta veya düşük risklerin alınmasına göre belirlenir. plan dışı işlerin ifası için şirket için kabul edilebilir risk hesaplanarak fiili zorunlu iş belirlenir, zorunlu karşılık teknik servisin alabileceğinden fazla çıkarsa, çalışma sıklığı değiştirilecek veya farklı bir bakım yöntemine geçilecek iş seçilmelidir. Riski azaltmak için gemice önemli çaba gösterilmelidir. Risk azaltılana kadar çalışmaya başlanmamalıdır. Ek kontrol önlemlerine önemli miktarda kaynak tahsis edilmesi gerekebilir. Özellikle risk seviyeleri “Aşırı Zarar” sonuçlarıyla ilişkiliyse, kontrol önlemlerinin sürdürülmesini sağlamak için düzenleme yapılmalıdır. Bu riskler kabul edilemez ise , İşe başlanmamalı veya devam edilmemelidir. Riskin katlanılabilir veya kabul edilebilir bir düzeye düşürülmesi için risk kontrollerinde önemli iyileştirmeler gereklidir. Gerekirse mevcut seçenekler için vakit kaybetmeden yöneticilerlerinizle iletişime geçmelisiniz. Yazıma son verirken, risk yönetimine sahip olmanın ne denli önemli olduğunu bir kez daha vurgulamak istiyorum. vakit geçirmeden Gemillerinizi çağın bu değişimlerine uygun ve hazır hale getirmemiz gerekmektedir
Gemi Makineleri İşletme Mühendisi
Birol Çetinkaya
Pruvanız neta, denizleriniz sakin, rüzgarınız kolayına olsun. Selametle…
KAYNAKLAR
⦁ Megeb
Yorum Yazın
E-posta hesabınız sitede yayımlanmayacaktır. Gerekli alanlar * ile işaretlenmişdir.